0 引言
鈦因其優(yōu)良的耐腐蝕性而被大量用作各種化學(xué)反應(yīng)容器、熱交換器材料,但缺點(diǎn)是成本較高,而采用鈦復(fù)合板則有效地解決了此問(wèn)題。鈦復(fù)合板是以鈦材為覆層,碳素鋼或低合金鋼為基層,采用爆炸復(fù)合法或軋制壓接法制成的一種新型雙金屬高效節(jié)能材料。鈦復(fù)合板具有基層普通鋼板的高強(qiáng)度和覆層鈦金屬的耐蝕性,它既可以節(jié)約大量的鈦材,又能具有任何單一金屬不具備的性能。因此,采用鈦復(fù)合板制作的設(shè)備筒體、管板、封頭相比采用純鈦,既能保證性能,工程造價(jià)也能顯著降低。近年來(lái),鈦復(fù)合板已在石油化工、冶金、海洋工程等方面廣泛應(yīng)用,其中在制鹽及化工制造的應(yīng)用日益增多,掌握鈦復(fù)合板的焊接工藝,可顯著提升承接此類項(xiàng)目的技術(shù)能力,提高競(jìng)爭(zhēng)力。
1 難點(diǎn)分析
1.1 鈦材難點(diǎn)分析
鈦具有很高的化學(xué)活潑性,與空氣中的氧、氮、氫有極強(qiáng)的親和力。超過(guò)600℃鈦開(kāi)始吸氧并使氧溶解到鈦中。在300℃以上開(kāi)始吸氫,在700℃以上開(kāi)始吸氮。氧和氮會(huì)使鈦強(qiáng)度和硬度增高而塑性降低,氮比氧的影響程度更大,氫會(huì)使焊縫金屬的沖擊韌性急劇下降,而塑性卻下降較少,產(chǎn)生氫脆現(xiàn)象。同時(shí),氫也是引發(fā)焊縫產(chǎn)生氣孔和裂紋的根源。所以在熔化焊接過(guò)程中,應(yīng)盡量降低氧、氮、氫的含量。
鈦是有同素異形體轉(zhuǎn)變的金屬,并且它的熔點(diǎn)高,導(dǎo)熱性差,冷卻較慢。鈦在882.5℃開(kāi)始發(fā)生組織的固態(tài)轉(zhuǎn)變,如果在液態(tài)轉(zhuǎn)變?yōu)楣虘B(tài)的時(shí)間增加(也就是在焊接時(shí)近縫區(qū)的高溫停留時(shí)間較長(zhǎng)),則冷卻至室溫后容易促使熔池結(jié)晶的柱狀晶長(zhǎng)大和接頭熱影響區(qū)加寬,出現(xiàn)晶粒粗大的金相組織,使焊接接頭塑性下降。因此,焊縫質(zhì)量的優(yōu)劣還取決于焊接時(shí)焊縫所受到的熱輸入大小和焊縫強(qiáng)制冷卻好壞的影響。
氣孔是鈦焊縫中常見(jiàn)和較難避免的缺陷,氣孔生成的機(jī)制是焊接過(guò)程中溶入液態(tài)金屬中的氣體經(jīng)過(guò)擴(kuò)散、脫溶、成核、長(zhǎng)大等過(guò)程而形成氣泡。由于熔池的凝固結(jié)晶速度很快,長(zhǎng)大的氣泡來(lái)不及逸出液態(tài)金屬時(shí)就以氣孔的形式殘留在固態(tài)金屬中,所以應(yīng)盡量減少釀成氣孔的氫氣和一氧化碳等氣體的來(lái)源。
1.2 鈦復(fù)合板難點(diǎn)分析
鈦復(fù)合板焊接,難點(diǎn)在于鈦與鋼的過(guò)渡層處理。如直接采用熔化焊,在熔合區(qū)中會(huì)形成FeTi及Fe2Ti等脆性金屬間化合物,這些金屬間化合物和低熔點(diǎn)的共晶體將急劇提高材料的強(qiáng)度,而大大降低材料的塑性,直接影響焊接接頭的力學(xué)性能。另外,由于鈦與鋼的熱物理性能差異大,造成焊縫冷卻過(guò)程中的收縮不均勻,產(chǎn)生較大的焊接內(nèi)應(yīng)力,嚴(yán)重時(shí)甚至導(dǎo)致焊縫開(kāi)裂。因此,鈦與鋼直接采用熔化焊的方法形成連續(xù)的焊接接頭幾乎是不可能的。
本文從避免鈦與鋼直接相焊、減少鈦吸收空氣中氧、氮、氫的途徑,縮短在高溫中停留的時(shí)間、減少鈦污染等幾個(gè)方面來(lái)制訂焊接工藝參數(shù)及相應(yīng)措施。
2 坡口形式對(duì)比
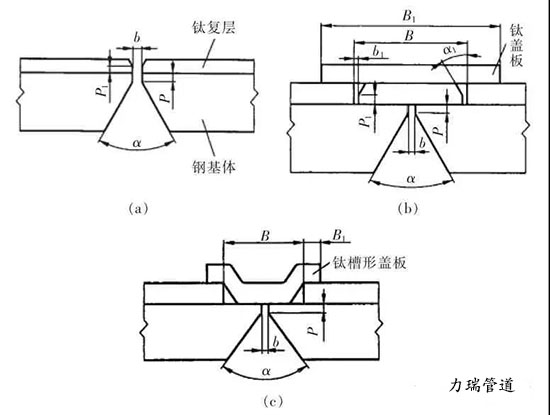
坡口形式是避免鈦與鋼直接相焊的主要措施,設(shè)計(jì)科學(xué)實(shí)用、經(jīng)濟(jì)合理的焊接坡口對(duì)復(fù)合板焊接尤為重要。根據(jù)調(diào)研查找,鈦復(fù)合板常見(jiàn)的接頭形式如圖1所示,各坡口形式的優(yōu)缺點(diǎn)見(jiàn)表1。
圖1 接頭形式
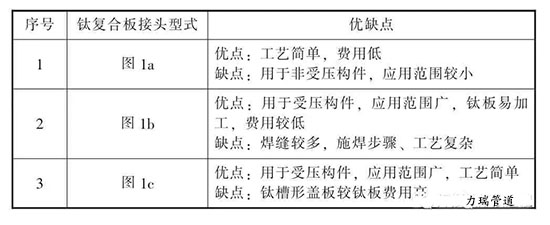
表1 常見(jiàn)鈦復(fù)合板接頭形式的優(yōu)缺點(diǎn)
通過(guò)對(duì)幾種復(fù)合板坡口形式的對(duì)比分析,選擇第2種焊接接頭較合理,此種接頭是在焊接鋼板前要在焊接區(qū)域?qū)⑩伕矊尤ココ伕矊雍髸?huì)出現(xiàn)缺口,再采用鈦填板及蓋板結(jié)構(gòu)將鈦覆層構(gòu)件結(jié)合起來(lái),鈦填板的間隙盡量小。此接頭將鈦復(fù)合板焊縫分為碳鋼基層和鈦覆層2種焊縫,完全避免了鈦和鋼直接熔合。
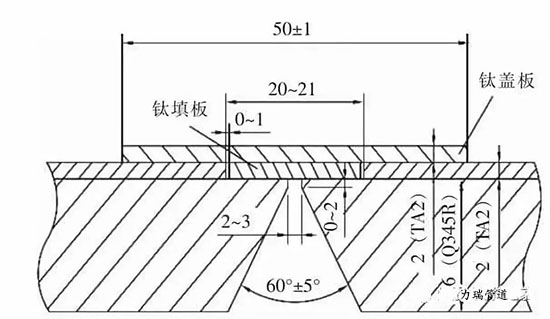
但是相較于推薦的坡口形式,筆者根據(jù)實(shí)際情況,對(duì)其進(jìn)行了優(yōu)化。優(yōu)化后的接頭形式如圖2和圖3所示。由于鈦填板焊縫對(duì)強(qiáng)度影響不大,因此優(yōu)化后的接頭形式減少了鈦填板上的2道焊縫,從而減少了坡口加工、焊接和打磨工序,優(yōu)化了焊接工藝程序,進(jìn)一步保證焊縫質(zhì)量。
圖2 鈦復(fù)合板坡口形式
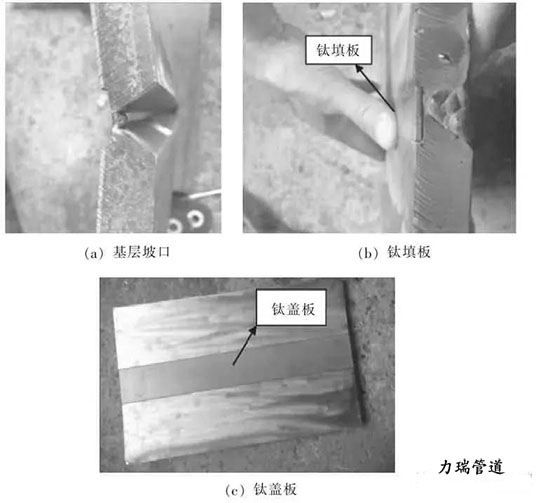
圖3 實(shí)拍鈦復(fù)合板接頭形式
3 氣體流量及噴嘴尺寸對(duì)保護(hù)效果的影響
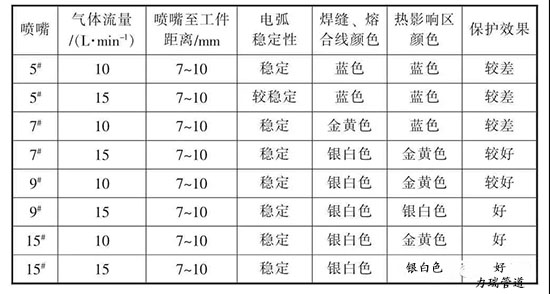
鈦覆層焊接時(shí),需采用手工TIG焊,而鈦覆層相對(duì)于不銹鋼,導(dǎo)熱性差,熔池直徑較大,故采用與焊不銹鋼相同的噴嘴并不能達(dá)到理想保護(hù)效果。為此,分別采用了5#,7#,9#及15#不同尺寸的噴嘴,在其他條件相同的情況下,試驗(yàn)改變氣保護(hù)范圍是否對(duì)焊接質(zhì)量有影響。試驗(yàn)結(jié)果見(jiàn)表2。
表2 保護(hù)效果對(duì)比
因此,保護(hù)效果好壞除保護(hù)氣體的純度很重要外,還與噴嘴幾何尺寸設(shè)計(jì)有關(guān),為增大熔池保護(hù)區(qū)域,焊槍采用9#,15#噴嘴,氣體流量采用10~15 L/min,既能保證在保護(hù)區(qū)域內(nèi)不產(chǎn)生紊流,又能達(dá)到理想的保護(hù)效果。
4 尾部保護(hù)氣罩的設(shè)計(jì)
由于鈦在高溫容易吸收氧、氫、氮,因此,需要在剛焊接完成的焊縫和熱影響區(qū)進(jìn)行充氬保護(hù),即尾部保護(hù),這樣就需要設(shè)計(jì)合理的尾部保護(hù)罩。
4.1 保護(hù)罩結(jié)構(gòu)
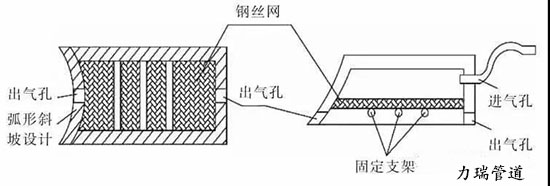
制作的保護(hù)罩結(jié)構(gòu)如圖4所示。該保護(hù)罩為長(zhǎng)方形設(shè)計(jì),頭部采用弧形傾斜面設(shè)計(jì),這樣可以在不影響焊接操作的情況下盡可能地增大焊接區(qū)和熱影響區(qū)的保護(hù)面積,從而使保護(hù)效果增強(qiáng)。保護(hù)罩由下部氣篩層和上部封閉層組合而成,氣篩層中鋪設(shè)鋼絲網(wǎng),保護(hù)罩上設(shè)有連通封閉層的進(jìn)氣管,氣篩層下部設(shè)有出氣孔。保護(hù)氣體經(jīng)保護(hù)罩上設(shè)置的進(jìn)氣管通入,經(jīng)氣篩在焊縫區(qū)域形成均勻的保護(hù)氣體氛圍,從而有效防止鈦焊接時(shí)被氧化,保證焊接質(zhì)量。
圖4 尾部氣體保護(hù)罩
4.2 保護(hù)罩尺寸
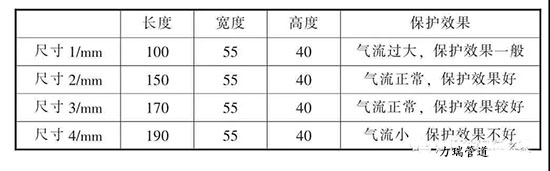
保護(hù)罩的設(shè)計(jì)原則是:在拖罩移動(dòng)中,需保證在400℃以上區(qū)域處于氣體保護(hù)中。罩體的大小與冷卻速度有關(guān)。因此,采用了同樣的氣體流量,保護(hù)罩的高度和寬度相同,改變保護(hù)罩長(zhǎng)度進(jìn)行對(duì)比試驗(yàn),見(jiàn)表3。
表3 改變保護(hù)罩尺寸對(duì)保護(hù)效果的影響
在試驗(yàn)過(guò)程中發(fā)現(xiàn),保護(hù)罩長(zhǎng)度過(guò)長(zhǎng),會(huì)導(dǎo)致氣體流量需增大,浪費(fèi)氣體;保護(hù)罩長(zhǎng)度過(guò)短,易使仍處在高溫的焊縫未處于保護(hù)狀態(tài)中,為了使焊縫在保護(hù)氣體中,則需要停止焊接,這樣就增加了接頭數(shù)量。
通過(guò)試驗(yàn),保護(hù)罩長(zhǎng)度為150~170 mm,寬度為55 mm,高度為40 mm為宜。另外,保護(hù)罩的尺寸還與焊件厚度、環(huán)境溫度、熱輸入有關(guān),焊件厚度厚、環(huán)境溫度高、熱輸入大,冷卻速度會(huì)降低,就要增加保護(hù)罩的尺寸及氣體流量。具體需根據(jù)實(shí)際情況確定。
4.3 鋼絲網(wǎng)鋪設(shè)
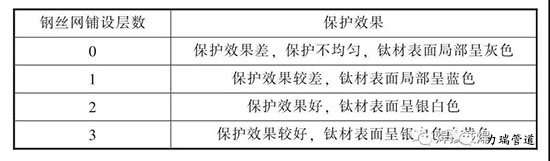
在氣篩層中鋪設(shè)鋼絲網(wǎng),其目的是確保氬氣充滿拖罩氣腔,并形成穩(wěn)定層流。采用30目鋼絲網(wǎng)進(jìn)行鋪設(shè),同時(shí)用5 mm×10 mm菱形鋼絲網(wǎng)固定,以確保鋼絲網(wǎng)鋪設(shè)均勻,無(wú)折疊。采用相同保護(hù)罩、相同氣體流量進(jìn)行鋼絲網(wǎng)不同鋪設(shè)層數(shù)對(duì)比試驗(yàn),結(jié)果見(jiàn)表4。
表4 鋼絲網(wǎng)鋪設(shè)層數(shù)對(duì)保護(hù)效果的影響
由此可見(jiàn),鋪設(shè)鋼絲網(wǎng)非常重要,否則會(huì)大大影響保護(hù)效果,鋪設(shè)2~3層為宜,鋪設(shè)2層的效果最好。
4.4 氣體流量
由于氣篩層中鋪設(shè)鋼絲網(wǎng),為保證保護(hù)區(qū)內(nèi)的氣體為層流,通過(guò)試驗(yàn)確定保護(hù)罩氣體流量應(yīng)不小于30 L/min。較大的氣體流量的導(dǎo)熱效果也較好,可以提高保護(hù)區(qū)內(nèi)焊接接頭的冷卻速度,確保400℃以上的焊接接頭都能得到較好保護(hù)。
此保護(hù)罩的應(yīng)用,可得到理想的保護(hù)效果,整個(gè)焊接接頭及熱影響區(qū)表面顏色都能達(dá)到銀白色,并且保護(hù)效果穩(wěn)定。
5 焊接工藝
以厚18 mm鈦復(fù)合板為例,制訂合理的焊接工藝。對(duì)于鈦復(fù)合板,焊縫分為碳鋼基層焊縫和鈦覆層焊縫。作為基層焊縫,我國(guó)技術(shù)已相對(duì)成熟,對(duì)其焊接要求在此不贅述。
5.1 焊接工藝的選擇
5.1.1 焊接方法及設(shè)備
由于基層為碳素鋼或低合金鋼,其焊接工藝在我國(guó)較成熟,最常見(jiàn)的焊接方法為焊條電弧焊及CO2氣體保護(hù)焊,本試驗(yàn)采用的是焊條電弧焊。
對(duì)于鈦覆層,由于鈦的化學(xué)活性大,所以不能采用焊條電弧焊、CO2氣體保護(hù)焊等焊接方法進(jìn)行焊接。目前常采用的焊接方法是鎢極氬弧焊、埋弧焊和真空電子束焊等焊接方法。考慮生產(chǎn)效率、施焊成本及現(xiàn)場(chǎng)施工環(huán)境情況,最終選擇了常用的鎢極氬弧焊方法。
焊接設(shè)備采用ZX7-400STG逆變式焊機(jī),該設(shè)備具有高頻引弧、熄弧衰減功能,可用于鎢極氬弧焊、焊條電弧焊2種方法進(jìn)行焊接,一機(jī)兩用可減少設(shè)備投入。
5.1.2 母材
母材材質(zhì):覆層為TA2鈦板,基層為Q345R鋼板。母材厚度:覆層為2 mm,基層為16 mm。鈦填板、鈦蓋板材質(zhì)均為TA2,厚度均為2 mm。
5.1.3 焊接材料
(1)基層材料為碳素鋼或低合金鋼,由于組對(duì)應(yīng)力、偏析、合金元素等原因,產(chǎn)生裂紋傾向的將增大,為保證焊接質(zhì)量,焊接材料選用型號(hào)為E5015的堿性碳鋼焊條。為了既適應(yīng)坡口尺寸,又能保證施焊效率,采用了2種直徑的焊條,分別是φ3.2 mm 和 φ4.0 mm。
(2)鈦覆層采用純鈦焊絲TA2ELI,直徑為2.0 mm。
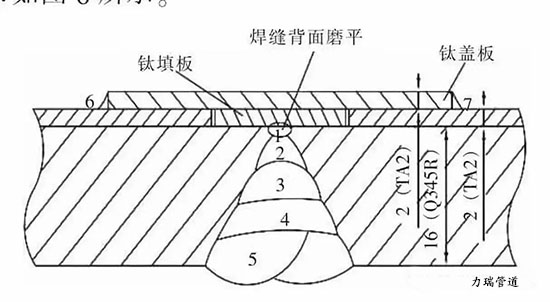
5.2 坡口形式的加工及焊道排布
焊接時(shí)采用的坡口形式如圖6所示。坡口加工一般采用冷加工方法,也可以采用等離子弧切割的加工方法,加工坡口時(shí)應(yīng)注意對(duì)鈦覆層表面的防護(hù)。坡口加工結(jié)束后,應(yīng)對(duì)坡口兩側(cè)及鈦覆層表面進(jìn)行檢查,如果發(fā)現(xiàn)鈦覆層表面有劃傷或損傷,應(yīng)及時(shí)進(jìn)行修補(bǔ)。鈦復(fù)合板應(yīng)先焊接碳鋼基層焊縫,檢驗(yàn)合格后,再焊接鈦覆層焊縫。以基材鋼板厚度為16 mm,鈦覆層板厚度為2 mm的鈦復(fù)合板為例,焊道排布如圖6所示。
圖6 鈦復(fù)合板焊道排布
5.3 鈦覆層清理及防護(hù)
對(duì)于鈦覆層焊縫,要嚴(yán)格控制氧、氫、氮的來(lái)源。氧、氫、氮不僅來(lái)源于空氣中,其他可能熔入熔池的雜質(zhì)也是上述氣體的重要來(lái)源之一。這些雜質(zhì)元素除使鈦焊縫的力學(xué)性能變差,降低焊縫的耐腐蝕性外,還是焊縫中產(chǎn)生氣孔的根源。因此,在焊接操作過(guò)程中,施焊環(huán)境、清理坡口及焊件的保護(hù)尤為重要。
5.3.1 施焊環(huán)境
煙塵中含有大量的有害雜質(zhì),這些雜質(zhì)很容易通過(guò)環(huán)境過(guò)渡到熔池和焊縫中,形成焊接缺陷。尤其是作業(yè)區(qū)存在鐵污染時(shí),會(huì)使焊接接頭的力學(xué)性能和耐腐蝕性能降低,嚴(yán)重時(shí)產(chǎn)生焊接裂紋。所以鈦層焊接時(shí),要確保該區(qū)域的空氣潔凈、無(wú)塵、無(wú)煙。
另外,空氣中的水分對(duì)焊接影響很大,這也是產(chǎn)生氣孔的原因之一。空氣相對(duì)濕度越大,越容易產(chǎn)生氣孔,當(dāng)濕度超過(guò)90%時(shí),在焊縫中容易形成密集氣孔。根據(jù)實(shí)踐經(jīng)驗(yàn),如將空氣相對(duì)濕度控制在70%以下,可較好地控制由濕度引起的焊接氣孔。
焊接時(shí)的風(fēng)速應(yīng)符合下列規(guī)定:焊條電弧焊時(shí)風(fēng)速不應(yīng)大于8 m/s,鎢極氬弧焊速不應(yīng)大于2 m/s。
環(huán)境溫度應(yīng)不低于-5℃,試板溫度不低于5℃。在雨、雪天氣施焊時(shí),應(yīng)采取防護(hù)措施。
5.3.2 焊前清理
鈦覆層以及焊絲很容易被污染,如鈦復(fù)合板生產(chǎn)過(guò)程用的潤(rùn)滑劑殘留以及氧化膜、油污、油漆、涂層、手印等。如果這些污染物不在焊接前清除掉,將會(huì)在焊接時(shí)與電弧熱作用分解出有害雜質(zhì)溶于焊縫金屬中,對(duì)焊縫質(zhì)量產(chǎn)生不良影響。所以焊前清理是成功焊接鈦覆層的一個(gè)重要環(huán)節(jié)。
焊接前焊絲要保持清潔、干燥,焊絲使用前應(yīng)切除端部已被氧化的部分,用砂紙和丙酮去除表面的氧化物和油脂。
焊件清理時(shí),要用專用磨光機(jī) (應(yīng)采用尼龍磨光片)清除焊接區(qū)的油污及氧化皮等污物,直至使焊件表面除凈氧化物,呈銀白色金屬光澤為止。焊前再用丙酮或酒精擦凈焊絲及焊件焊接區(qū)域的表面。并仔細(xì)地檢查焊接區(qū)和焊絲有無(wú)裂紋和夾層,若有,需清除后再焊接作業(yè)。清洗后不能直接進(jìn)行焊接作業(yè),待坡口端面晾干后方可以作業(yè)。如不能及時(shí)焊接,應(yīng)對(duì)焊接區(qū)予以保護(hù)。清理時(shí)間到焊接時(shí)間超過(guò)2 h,應(yīng)重新清理。焊工用手套應(yīng)潔凈,避免將棉質(zhì)纖維附于焊件表面。每次熄弧后再焊接時(shí)都應(yīng)進(jìn)行焊前清理,去除焊件和焊絲表面氧化物后,用丙酮或酒精擦凈,再繼續(xù)焊接。
5.3.3 鈦覆層防護(hù)
為防止焊接操作過(guò)程中對(duì)鈦覆層造成污染,采用1 mm不銹鋼板對(duì)鈦焊縫的兩側(cè)各25 mm外的區(qū)域進(jìn)行防護(hù),并且在基層焊接時(shí),對(duì)整面鈦覆層進(jìn)行防護(hù)。
5.4 組對(duì)
(1)組對(duì)時(shí)應(yīng)以鈦覆層為基準(zhǔn),錯(cuò)邊量不應(yīng)大于1 mm,必須嚴(yán)格控制錯(cuò)邊量,防止因錯(cuò)邊量過(guò)大而影響鈦覆層焊接質(zhì)量。
(2)定位焊縫只允許在基層金屬上,應(yīng)在基層側(cè)進(jìn)行。裝配、定位使用的焊接材料必須與正式施焊焊接材料相同。
(3)如遇因定位焊焊縫開(kāi)裂等原因引起的錯(cuò)邊量超標(biāo),必須修正后再進(jìn)行焊接。
5.5 基層施焊
(1)碳鋼基層焊縫采用常規(guī)焊接工藝參數(shù)即可。打底焊時(shí),采用小直徑焊條,斷弧焊焊接,采用單面焊雙面成形工藝,背面焊縫余高應(yīng)達(dá)0.5~1 mm,避免打底焊縫返修。填充及蓋面焊宜采用大焊條,焊接時(shí)熱輸入不宜太大,過(guò)大的熱輸入會(huì)使鈦覆層因溫度過(guò)高而被氧化,或產(chǎn)生復(fù)合板界面結(jié)合強(qiáng)度下降和界面剝離等問(wèn)題。
(2)層間溫度控制在150℃以下。
(3)焊接及打磨時(shí)要注意鈦覆層的防護(hù),避免電弧焊的飛濺物及打磨飛濺物污染鈦覆層。
(4)碳鋼基層焊接完成后,要將背面的焊縫余高磨平。
(5)定位焊焊縫在碳鋼基層內(nèi)進(jìn)行焊接,錯(cuò)邊量小于1 mm。
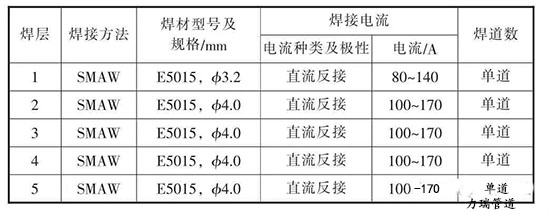
(6)通過(guò)工藝試驗(yàn),確定了基層的焊接工藝參數(shù),見(jiàn)表5,現(xiàn)場(chǎng)施焊及焊縫成形如圖7所示。
表5 基層焊接工藝參數(shù)
圖7 基層現(xiàn)場(chǎng)施焊及成形
5.6 鈦覆層施焊
(1)由于鈦材熔點(diǎn)高,導(dǎo)熱性差,冷卻較慢,如果在焊接時(shí)近縫區(qū)的高溫停留時(shí)間較長(zhǎng),冷卻至室溫后容易出現(xiàn)晶粒粗大的金相組織,會(huì)導(dǎo)致近縫區(qū)的塑性下降,故應(yīng)避免采用較大的熱輸入焊接。因此,應(yīng)在保證熔合的前提下,采用小電流、小熱輸入焊接,熱輸入要控制在7~25 kJ/cm。
(2)控制好焊接速度,不宜過(guò)快或過(guò)慢。因鈦材熔化時(shí)流動(dòng)性較差,為保證焊透,焊接時(shí)焊速不宜過(guò)快,但是過(guò)慢會(huì)使焊縫冷卻速度降低,影響焊接質(zhì)量。所以應(yīng)在保證焊透的前提下,盡量提高焊速。
(3)焊接時(shí),焊工要戴潔凈的手套,不得觸摸坡口及其兩側(cè)的附近區(qū)域,采用專用工具清理鈦材表面,嚴(yán)禁鈦材表面及焊接區(qū)與鐵器接觸。
(4)引弧時(shí)禁止鎢極直接接觸鈦材。
(5)焊槍噴嘴噴出的氣流為穩(wěn)定層流。焊接過(guò)程中,要隨時(shí)檢查噴嘴及輸氣帶的狀況,以防其影響焊接質(zhì)量。
(6)氬氣純度必須達(dá)到99.99%以上,如有氣孔或裂紋出現(xiàn),焊槍中的保護(hù)氣采用99.999%的氬氣,可有效改善。
(7)焊接時(shí),焊絲的加熱端要始終處在氬氣保護(hù)之中,熄弧后焊絲不得立即暴露在空氣中,要在焊縫脫離保護(hù)時(shí)取出,若焊絲被污染氧化變色,要剪去污染部分后再使用。
(8)引弧時(shí),焊槍提前送氣30~60 s,熄弧時(shí)使用電流衰減裝置和延時(shí)氣體保護(hù)裝置,延時(shí)保護(hù)時(shí)間 30~60 s。
(9)熄弧時(shí)弧坑要填滿,焊后焊槍不能立即移開(kāi)。
(10)焊槍傾角在90°左右,這樣可以確保噴嘴噴出的保護(hù)氣體均勻地保護(hù)熔池附近,避免空氣進(jìn)入,保證焊接質(zhì)量,也能更方便尾部的跟罩保護(hù)。
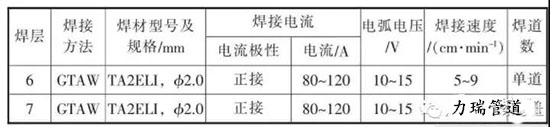
(11)筆者通過(guò)一系列工藝試驗(yàn),確定了鈦覆層的焊接工藝參數(shù),具體見(jiàn)表6,現(xiàn)場(chǎng)施焊及焊縫成形如圖8所示。
表6 鈦覆層焊接工藝參數(shù)
圖8 覆層現(xiàn)場(chǎng)施焊及焊縫成形
6 焊接工藝試驗(yàn)
按照上訴擬訂的焊接工藝進(jìn)行了鈦復(fù)合板工藝試驗(yàn)。本試驗(yàn)是通過(guò)外觀檢查、無(wú)損檢測(cè)、力學(xué)性能檢驗(yàn)來(lái)驗(yàn)證鈦復(fù)合板焊接工藝的可靠性。
6.1 外觀檢驗(yàn)
在此工藝條件下,焊縫成形美觀,焊縫寬度及高度合適,沒(méi)有裂紋、夾渣、咬邊、未熔合、焊瘤、弧坑和氣孔等缺陷。
鈦材的焊接檢驗(yàn)除常規(guī)的外觀外,對(duì)焊道的表面還應(yīng)進(jìn)行色澤檢查,焊縫及被保護(hù)區(qū)為銀白或金黃色為合格。所焊試件的鈦焊縫和熱影響區(qū)表面顏色為銀白色。可見(jiàn),該焊接工藝下焊縫的外觀符合要求。
6.2 無(wú)損檢驗(yàn)
基層焊接完成后,將背面的焊縫余高打磨平整,然后對(duì)基層焊縫按照J(rèn)B 4730—2005《承壓設(shè)備無(wú)損檢測(cè)》進(jìn)行X射線探傷,焊接接頭內(nèi)部熔合情況較好,未發(fā)現(xiàn)任何缺陷。射線探傷后再進(jìn)行鈦覆層的焊接,然后對(duì)鈦覆層焊縫進(jìn)行滲透探傷,結(jié)果未發(fā)現(xiàn)任何缺陷。
6.3 力學(xué)性能檢驗(yàn)
對(duì)焊接接頭全焊縫按照GB/T 232—2010進(jìn)行側(cè)彎試驗(yàn),取4個(gè)側(cè)彎試樣,彎曲角度180°,試樣厚度為10 mm,彎心直徑為試樣厚度的4倍,即40 mm。試驗(yàn)結(jié)果表明,在彎曲部分的外側(cè)沒(méi)有裂紋,檢驗(yàn)結(jié)果合格。
對(duì)焊接接頭全焊縫進(jìn)行按照GB/T 228—2010熔敷金屬拉伸試驗(yàn),取2個(gè)橫向拉伸試樣。試驗(yàn)結(jié)果表明,接頭的抗拉強(qiáng)度分別為570 MPa和535 MPa,均合格。
7 結(jié)論
(1)通過(guò)對(duì)鈦復(fù)合板進(jìn)行的焊接工藝試驗(yàn),各項(xiàng)指標(biāo)均能達(dá)到相關(guān)標(biāo)準(zhǔn)要求,證明了該焊接工藝的正確性和可行性。
(2)優(yōu)化的新型接頭形式既有效解決了鈦材不能與碳鋼相焊的問(wèn)題,又可以滿足鈦復(fù)合板性能要求,同時(shí)提高了勞動(dòng)效率,降低成本。
(3)設(shè)計(jì)的新型尾部保護(hù)罩,能夠得到理想的保護(hù)效果,并且保護(hù)效果穩(wěn)定。
(4)施焊環(huán)境、焊前清理和鈦覆層的防護(hù)的控制是避免焊接缺陷的重要措施。
(5)選擇合適的氬弧焊焊槍噴嘴,不僅能保證氣體保護(hù)區(qū)域內(nèi)不產(chǎn)生紊流,還能收到理想的保護(hù)效果。
(6)合理的熱輸入、焊接速度及焊接操作方法是焊接鈦復(fù)合板成功的關(guān)鍵。
滄州五森管道設(shè)備有限公司 隔熱管托